
导语:在现代高压容器(如ASME VIII-3卷覆盖的厚壁、超高压设备)的制造中,传统的“合格/不合格”检验模式已无法满足严苛的安全与寿命要求。如何将“焊接过程受控”进一步闭环为“缺陷可量化、可计算、可追溯”?如何实现设计、制造与检验三链的深度耦合?
今天,我们将结合最新的ASME BPVC Section V (2025版)核心要求,为您深度剖析高压容器在无损检测(NDE)与断裂力学联动中的定量验收边界与可审计证据规范。
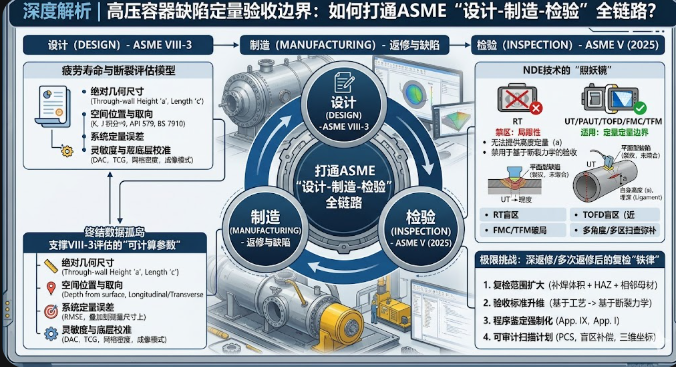
一、 NDE技术的“照妖镜”:适用边界与高压替代禁区
在处理高压厚壁容器的平面型缺陷(如裂纹、未熔合)时,选对检测方法是定量验收的第一步。各种前沿无损检测(NDE)方法的能力与盲区在规范中有极其严格的界定。
射线检测(RT)的局限性:RT对体积型缺陷(气孔、夹渣)非常敏感,但在检测平面型缺陷(如裂纹、未熔合)时存在致命盲区。除非射线束与缺陷走向精确平行,否则极易漏检。
PAUT与TOFD的强项与盲区:常规超声与相控阵(PAUT)擅长平面型缺陷的检测与长度定量,但在特定取向的深埋缺陷高度定量时,受限于波束扩散。而衍射时差法(TOFD)拥有极高的缺陷高度定量精度,但其盲区在于近表面的直达波盲区(Lateral Wave Dead Zone)和底波盲区。必须通过偏置扫查或多区扫查配置来弥补。
FMC、TFM的破局:全矩阵捕捉/全聚焦方法(FMC、TFM)通过多角度和波型转换(如TT-TT模式),显著提升了复杂几何形状和近表面缺陷的分辨率。
🚫 绝对禁区:由于VIII-3的高压疲劳/断裂评估(如LBB,即“未断先漏”设计)必须依赖缺陷的自身高度(a)和埋深,而RT仅能提供二维平面的长度投影。因此,在执行基于断裂力学验收标准的场景中,严禁使用RT替代UT进行缺陷的最终定量验收。
二、 极限挑战:深返修/多次返修后的复检“铁律”
当制造端执行了深返修或多次返修后,局部残余应力场变得异常复杂,极易诱发新生裂纹。此时的NDE复检绝不能仅仅走个过场,其策略必须直接支撑VIII-3的断裂评估。
1、复检范围的扩大:复检不仅需覆盖实际补焊的体积,还必须延伸至受热影响的周边母材和相邻焊缝区域,以防范应力重分布引发的延迟裂纹。
2、验收标准的升维:此时不能再仅依赖基于工艺质量的验收标准(Workmanship-Based Acceptance Criteria),而必须强制执行基于断裂力学的超声检测要求(Fracture-Mechanics-Based Acceptance Criteria)。
3、系统与程序的严密鉴定:必须执行缺陷尺寸定量与分类的程序鉴定(如PAUT、TOFD需依据App. IX,FMC需依据App. I)。
4、可审计的扫描计划:复检记录中必须包含精确的扫描计划(Scan Plan),详细记录探头中心间距(PCS)、盲区覆盖补偿扫查、以及修复区域的精确三维坐标原点。
三、 终结数据孤岛:支撑VIII-3评估的“可计算参数”
检验报告如果不包含定量数据,对设计工程师而言就是一张废纸。为了让设计工程师能够直接将NDE结果输入到疲劳寿命或断裂力学模型(如API 579 / BS 7910)中,Section V的原始数据记录必须输出以下核心“可计算参数”。
📏 绝对几何尺寸:不仅仅是缺陷有多长(Length),更致命的参数是缺陷在壁厚方向上的高度(Through-wall Height)。
📍 空间位置与取向:记录缺陷距离表面的埋深(Ligament/Depth from surface),以及缺陷的取向(纵向、横向、是否表面开口)。这是计算应力强度因子的基石。
🎯 系统定量误差(Sizing Accuracy):这是最容易被忽视的一环!根据Article 14性能演示要求,必须提供该检测系统的定量误差(如均方根误差RMSE)。工程师在进行断裂力学评估时,必须将此误差叠加到测量的缺陷尺寸上,以计算最恶劣工况下的安全性。
⚙️ 灵敏度与底层校准数据:记录主基准响应、DAC、TCG曲线设置,以及校准块与母材的声学匹配性。若使用FMC、TFM,还必须记录网格密度(Grid Density)和成像模式(Imaging Mode),确保数据的绝对可追溯。
总结 从“焊缝合格”走向“缺陷可量化、风险可计算”,是现代高压化工容器制造的必然趋势。通过严格执行ASME BPVC Section V: 2025的高阶要求,我们能够为VIII-3的断裂/疲劳评估提供坚实的“可审计证据”,真正打通设计、制造与检验的数字化与工程化闭环。